

コラム11. 溶接ビードと外観品質|設計と仕上がりのギャップをなくすには
外観が重視される製品において、溶接ビード(溶接痕)の処理は製品品質に直結します。設計者は、溶接構造とその仕上がりを理解し、製造現場との間で品質の基準を明確にする必要があります。 TIG溶接では、ビードは比較的美しく仕上が …
外観が重視される製品において、溶接ビード(溶接痕)の処理は製品品質に直結します。設計者は、溶接構造とその仕上がりを理解し、製造現場との間で品質の基準を明確にする必要があります。 TIG溶接では、ビードは比較的美しく仕上が …

R曲げは板金加工における成形方法の一つで、意匠性や構造強度の観点から多用されます。しかし、R曲げには専用の金型が必要な場合が多く、設計段階から加工条件と再現性を考慮する必要があります。 まずR曲げに使用される金型は、V曲 …

板金加工において材料選定は、製品性能、加工性、コスト、耐久性などに直結する極めて重要な要素です。設計者は用途や製品要求に応じて、最適な材質を見極める知識が求められます。ここでは代表的な三種の材料「鉄(SPCC・SS400 …

板金加工において、コストは設計段階で大きく左右されます。材料費や加工費だけでなく、組立工数や仕上げ処理などを含めた総合的なコストを意識した設計を行うことで、品質を損なわずにコストを抑えることが可能です。 まず最初に考える …

板金加工では、設計段階における板厚と公差の選定が、最終的な製品の性能、加工性、コスト、納期に大きな影響を与えます。適切な板厚は構造強度や重量バランスに直結し、適切な公差設定は無駄な再加工や検査工数の削減に繋がります。 ま …

板金設計におけるミスは、図面通りに製作しても実際には組み立たない、溶接ができない、工具が入らないなど、製造現場で初めて発覚することが多くあります。こうした設計ミスを未然に防ぐには、加工現場の視点を持つことが重要です。 設 …
板金加工は、金属板を切断・曲げ・溶接などによって目的の形状に仕上げる加工技術です。自動車部品、医療機器、建築部材など、幅広い分野で利用されています。設計者にとって板金加工の理解は不可欠であり、設計段階で加工性を考慮するこ …

アルミの溶接やフレーム加工に関する悩みは多く、「歪みやすい」「外観が難しい」「対応先が限られる」といった声がよく聞かれます。そんな課題に、経験豊富な技術と設備で応えるのが私たちの強みです。 ◇ アルミ溶接 ― 難しいから …
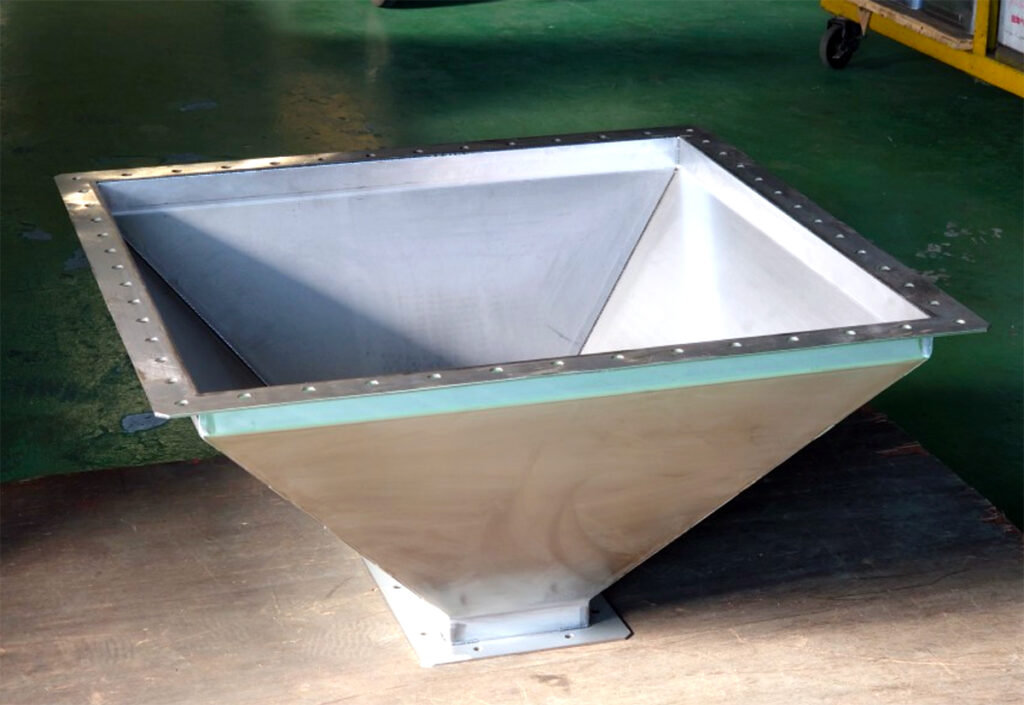
◇ 仕様 ホッパーやダクトは、粉体や液体の搬送、換気、排気などさまざまな用途で使用されます。それぞれの使用環境や要件に応じた最適な設計が求められます。株式会社オーディーケーでは、設計から製作まで一貫して対応し、お客様のご …

厚板の鉄板加工は、単なる切断や溶接だけでは完結しません。サイズ感や形状の複雑さによって作業工程は大きく変動しますが、オーディーケーは長年培ったノウハウと技術力で、500×500×600mmサイズ、板厚12mmや20mmと …