

コラム13. 設計初心者が見落とす板金加工の落とし穴10選
板金加工は一見シンプルに見えますが、設計初心者が知らずに描いた図面が実際には製作困難であったり、コストが大きく増加したりするケースが少なくありません。ここでは初心者が見落としがちなポイントを10個に整理して紹介します。 …
板金加工は一見シンプルに見えますが、設計初心者が知らずに描いた図面が実際には製作困難であったり、コストが大きく増加したりするケースが少なくありません。ここでは初心者が見落としがちなポイントを10個に整理して紹介します。 …

板金部品の組立精度は、単品部品の寸法精度だけでなく、組立時の位置決め、接合方法、治具設計に大きく左右されます。設計段階での組立性配慮が不十分だと、現場での組立ズレや精度不良の原因になります。 まず、組立時に重要なのは「基 …

外観が重視される製品において、溶接ビード(溶接痕)の処理は製品品質に直結します。設計者は、溶接構造とその仕上がりを理解し、製造現場との間で品質の基準を明確にする必要があります。 TIG溶接では、ビードは比較的美しく仕上が …

R曲げは板金加工における成形方法の一つで、意匠性や構造強度の観点から多用されます。しかし、R曲げには専用の金型が必要な場合が多く、設計段階から加工条件と再現性を考慮する必要があります。 まずR曲げに使用される金型は、V曲 …

板金加工において材料選定は、製品性能、加工性、コスト、耐久性などに直結する極めて重要な要素です。設計者は用途や製品要求に応じて、最適な材質を見極める知識が求められます。ここでは代表的な三種の材料「鉄(SPCC・SS400 …

板金加工において、コストは設計段階で大きく左右されます。材料費や加工費だけでなく、組立工数や仕上げ処理などを含めた総合的なコストを意識した設計を行うことで、品質を損なわずにコストを抑えることが可能です。 まず最初に考える …

板金加工では、設計段階における板厚と公差の選定が、最終的な製品の性能、加工性、コスト、納期に大きな影響を与えます。適切な板厚は構造強度や重量バランスに直結し、適切な公差設定は無駄な再加工や検査工数の削減に繋がります。 ま …
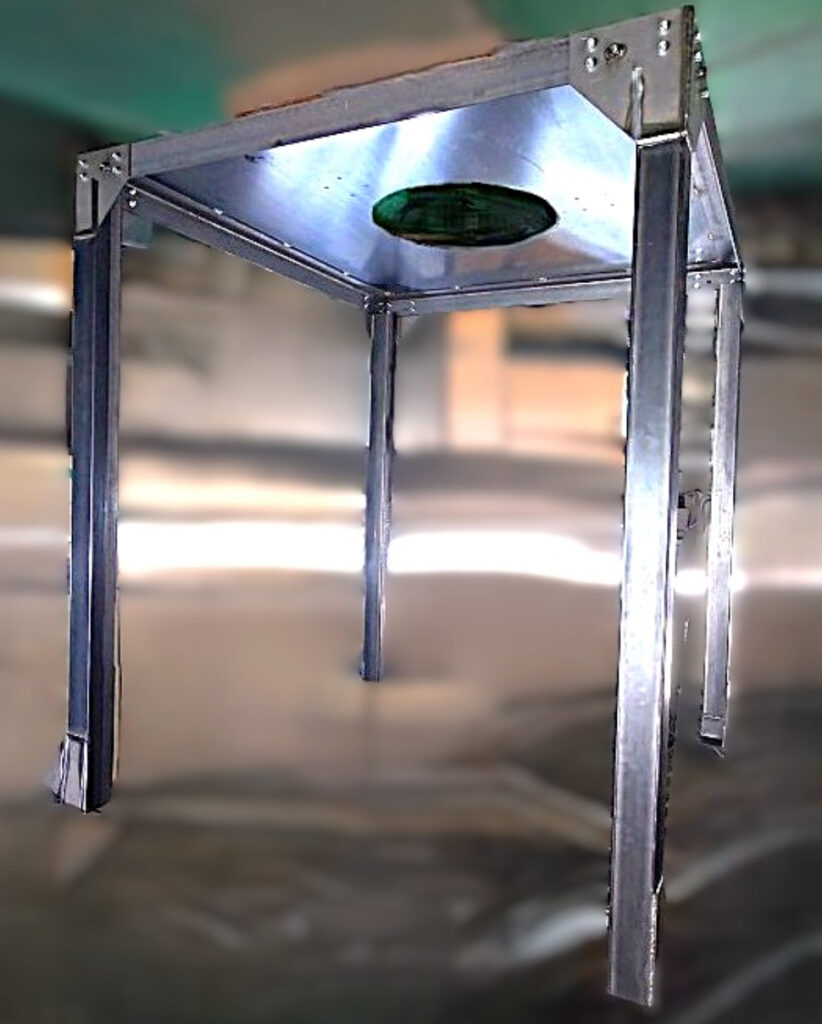
板金フレームは、機械装置や筐体の骨格として使用されることが多く、設計の良し悪しが製品全体の強度・精度・組立性に大きく影響します。特にTIG溶接やCO2溶接で構成されたフレームは、溶接歪みによる変形が避けられず、設計段階か …
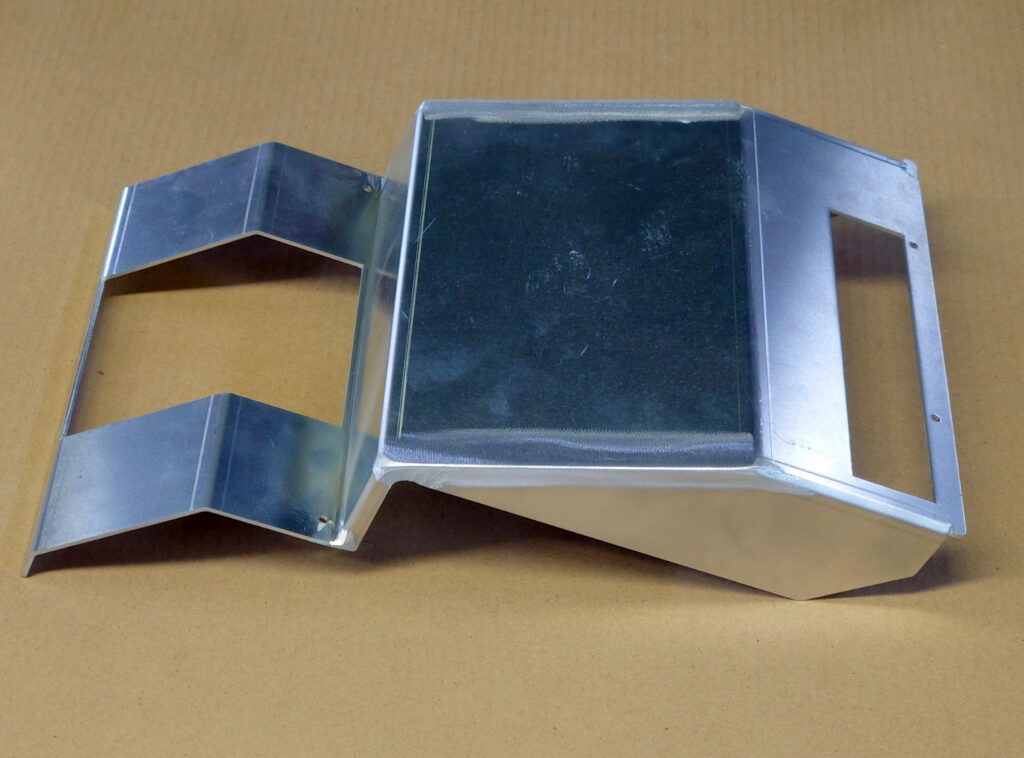
曲げ加工は、板金部品の成形において最も基本的かつ頻度の高い工程の一つです。正確な曲げ加工を行うためには、設計段階からの配慮が不可欠です。特に、材質や板厚、曲げ半径、曲げ方向、最小寸法などを適切に考慮しなければ、仕上がりの …

レーザー加工は、板金加工における切断工程で最も広く利用されている技術の一つです。高出力のレーザー光を利用して金属板を溶融・気化させ、極めて精密な切断が可能であることから、複雑な形状や小ロット生産にも適しています。しかし、 …