
精密なパイプ加工を短納期で!治具製作に最適な技術力とは?
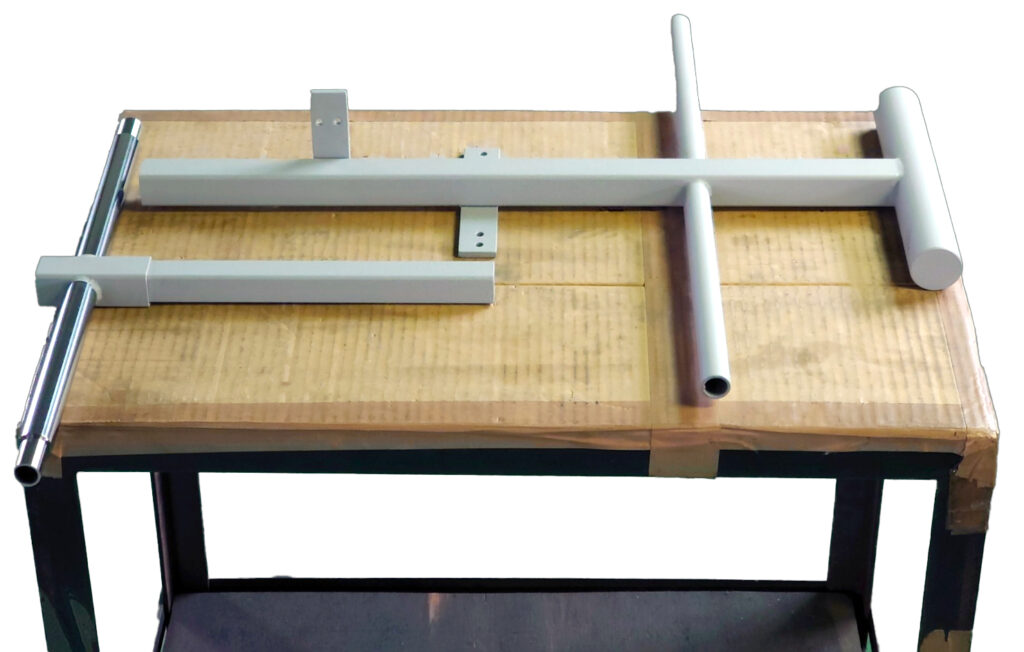
製造や組立、検査の現場では、ちょっとした補助具から大型のフレーム構造まで、用途もサイズも多様な治具が必要とされます。角パイプ30×30×T2.0や丸パイプ30×T2.0といった定番材料を活かし、目的に応じた構造へ柔軟に仕 …
製造や組立、検査の現場では、ちょっとした補助具から大型のフレーム構造まで、用途もサイズも多様な治具が必要とされます。角パイプ30×30×T2.0や丸パイプ30×T2.0といった定番材料を活かし、目的に応じた構造へ柔軟に仕 …
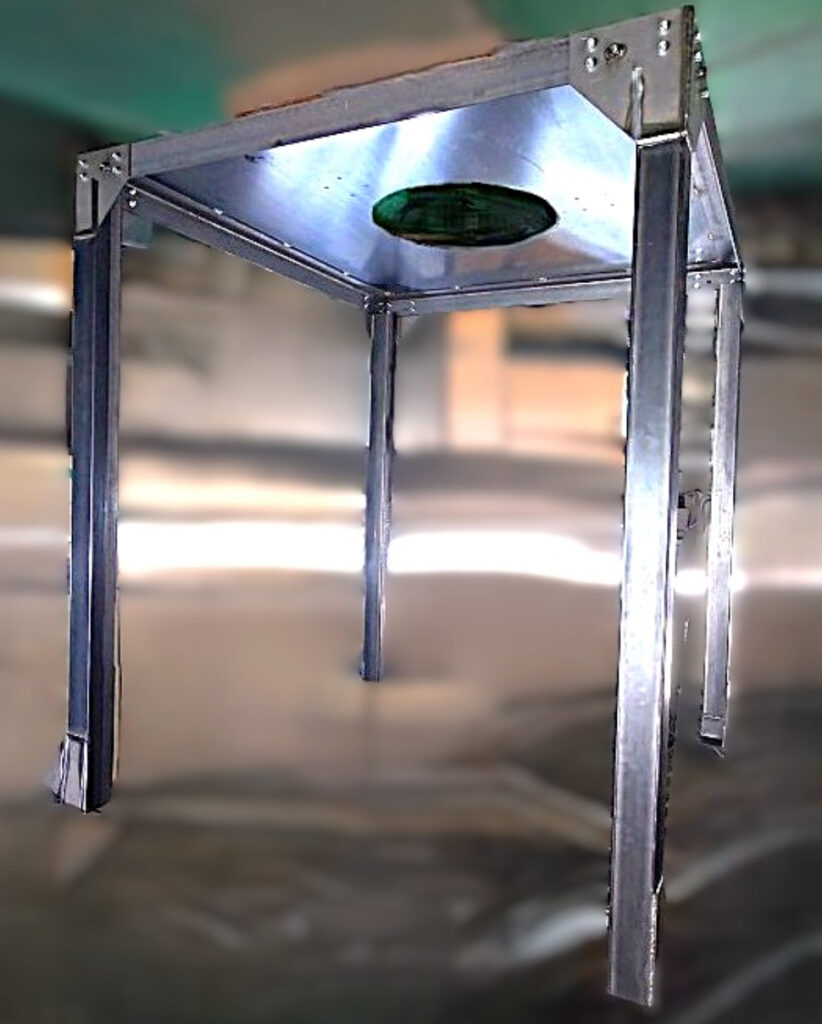
◇単品・試作から大型構造物まで対応可能な柔軟なものづくり 設備や装置の土台となるフレームや架台は、構造強度だけでなく、加工性や仕上がりの美しさも求められる重要なパーツです。設計から製作、仕上げまで一貫対応できる体制は、製 …

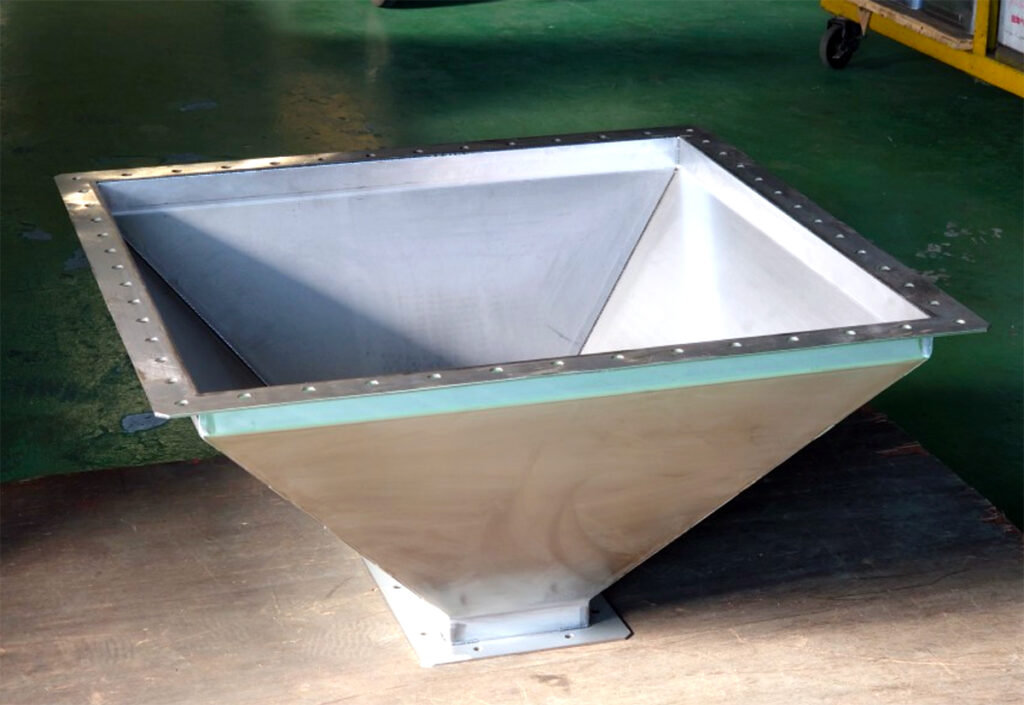
「図面がなくても製品は作れる」──その声に応えるかたちで、ポンチ絵や簡単なスケッチから始まるものづくりが注目されています。単品や小ロット、短納期、設計から製作までを一貫対応できる体制は、今や製造現場の大きな強みとなってい …

板金設計では、図面上では問題ないように見えても、製造現場で思わぬトラブルが発生することがあります。ここでは、よくある設計トラブルとその予防策をQ&A形式で紹介します。 Q1:曲げ加工後に穴位置がずれてしまうのはな …
板金加工の設計において現場から信頼される設計者とは、単に理論やCAD操作ができるだけではなく、実際の加工工程や組立作業を深く理解し、製造側の視点で設計に反映できる人物です。ここでは、現場から信頼される設計者に共通する10 …

設計者と製造現場の間には、考え方や用語、目的意識の違いからくる「設計と現場のギャップ」が存在します。図面上では理想的に見える設計も、現場での加工・組立・検査の実作業に落とし込むと、想定外の手間や不具合が発生することがあり …
板金加工用の図面には、加工内容や製造意図を明確に伝える役割があります。設計者が曖昧な図面を作成してしまうと、現場での解釈違いやミスの原因になり、品質・納期・コストに悪影響を及ぼします。特に板金製作は「切断」「曲げ」「溶接 …

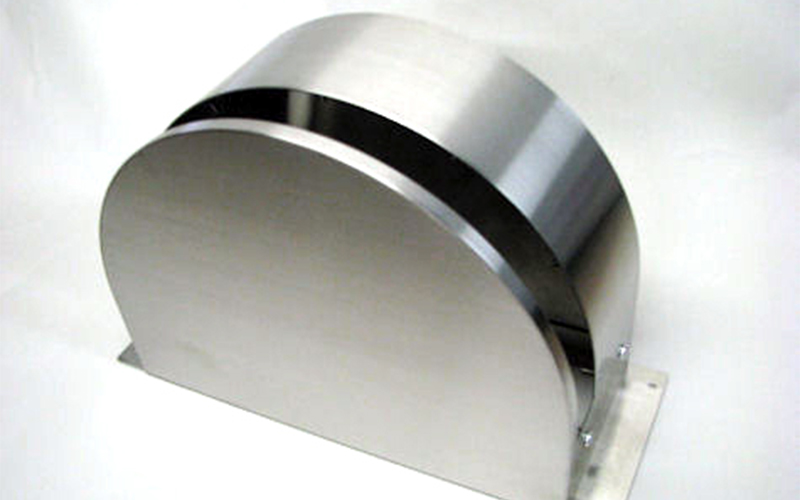
製品の価値やブランドイメージに大きく関わるのが仕上げ処理です。塗装、バフ研磨、ヘアライン仕上げ、電解研磨など、用途に応じて求められる品質は異なります。外観品質を設計段階で明確に定義しておくことは、製造現場との認識齟齬を防 …

溶接や加工が困難な形状は、設計段階で避けることが重要です。典型的なNG形状には以下のような例があります: これらの形状は、現場での作業性を大きく損ない、製品品質の低下や工数の増加、最悪の場合は製作不可となることもあります …