
ステンレス板金で医療用滅菌トレイを製作|器具整列フィン付きトレイに求められる精度と素材
今回は、器具整列用フィンを内蔵したステンレス製滅菌トレイの板金加工事例をご紹介します。
設計・調達担当者が知っておくべき素材選定の根拠と製作上のポイントを、工程を追って解説します。
医療現場で使用される手術器具や歯科器具は、使用のたびに滅菌処理が行われます。
その滅菌工程を支えるのが、器具を整列・保持するインスツルメントトレイ(器具トレイ)です。
一見するとシンプルな金属製のトレイですが、素材の選定・表面処理・寸法精度・フィン形状のひとつひとつに、医療現場特有の厳格な要件が設けられています。
医療用トレイにSUS316Lが選ばれる理由
医療用途のステンレス部品には、一般工業用のSUS304ではなくSUS316Lが選ばれることが多くあります。その理由は2点あります。
ひとつは耐食性の向上です。SUS316はSUS304にモリブデンを添加した鋼種で、塩化物環境(体液・生理食塩水など)に対する耐食性がSUS304より高い特性を持ちます。医療器具が接触する環境には塩化物が含まれることが多く、この耐食性の差が長期使用における素材劣化の抑制につながります。
もうひとつは低炭素による溶接後の耐食性確保です。「L」は低炭素(Low Carbon)を意味し、溶接時の鋭敏化(粒界腐食)を防ぐ目的があります。フィンの溶接が多いトレイのような製品では、溶接部の耐食性を維持するうえでSUS316Lの選択が合理的です。
参考:一般社団法人 日本医療機器工業会「医療機器に使用される金属材料の基礎」 https://www.jfmda.gr.jp/
参考:日本産業規格(JIS)G 4303 ステンレス鋼棒 https://www.jisc.go.jp/
この製品の構造:各部位の役割
今回製作したトレイの構造を部位ごとに整理します。
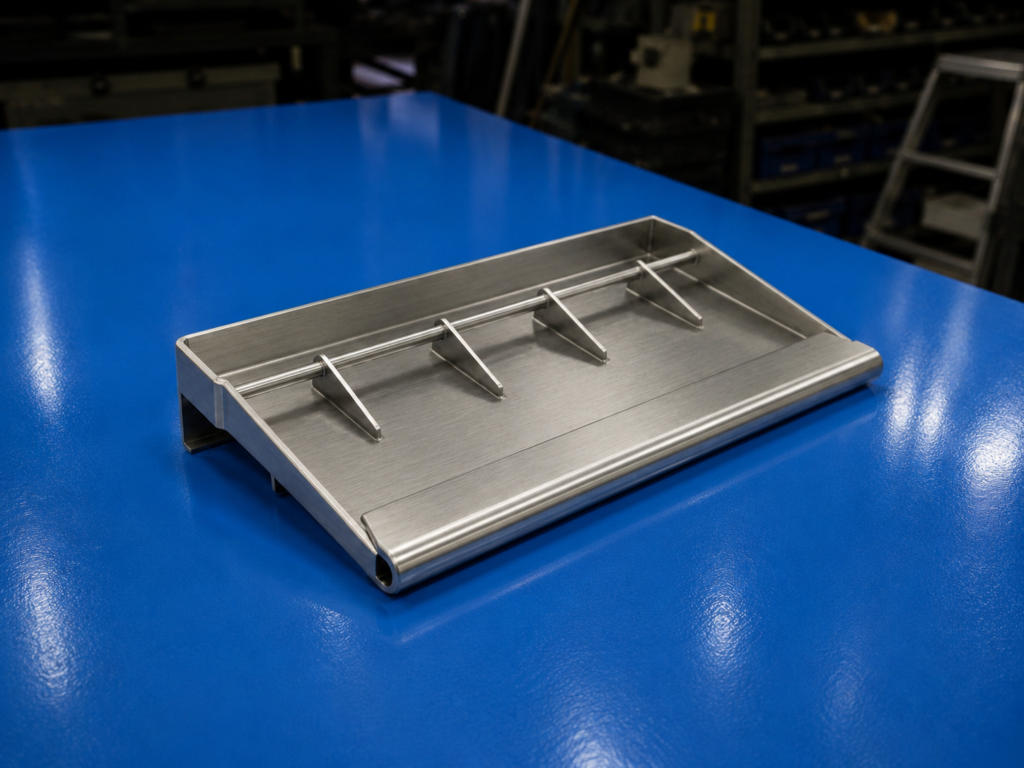
トレイ本体(皿部)は、底面と四方の縁から構成される浅い箱型のトレイです。
オートクレーブ滅菌時に蒸気と凝縮水が通過・排出されるよう、底面には微細な孔加工(パンチング)が施されるケースもあります。
今回は底面フラットの仕様です。
器具整列フィンは、トレイ内部に等間隔で立てられた三角断面の仕切り板です。
メス・鉗子・剥離子などの細長い器具を立てた状態で保持し、オートクレーブ内で蒸気が器具全周に均等に当たるよう間隔を確保する役割があります。
フィンの間隔・高さ・断面形状は、収納する器具の寸法に合わせて設計されます。
前縁の丸め加工は、トレイ手前の縁に施された巻き込み加工です。
器具の出し入れ時や取り扱い時に、縁の鋭利なエッジで手指を傷つけることを防ぐための処理です。
医療現場での安全性確保という観点から、エッジの処理は重要な設計要件のひとつです。
背面のフランジ(立ち上がり)は、トレイを棚や保管ラックに立て掛けたり、別のトレイに差し込む際の位置決めとして機能します。
製作工程:精度と表面品質の確保
レーザー切断による素材切り出し
トレイ本体・フィン・フランジ部品をそれぞれレーザー加工機で切り出します。
SUS316Lはレーザー加工時の熱影響が素材の耐食性に影響する可能性があるため、切断端面の熱変色部分は後工程で除去する手順が必要です。
切断端面のバリ・ダレは、後工程の溶接精度や組み立て精度に影響するため、切断後の端面確認を工程内で実施しています。
プレスブレーキによる曲げ加工
トレイ本体の縁の折り曲げ・前縁の巻き込み加工・フランジの成形にプレスブレーキを使用します。
SUS316Lはスプリングバックが大きい素材のひとつであり、目標角度に対する補正値の管理が精度確保のポイントです。
前縁の巻き込み加工は、単純な90度折りではなく、丸みを持たせた形状に仕上げるため、専用の金型を使用しています。
フィンのTIG溶接と位置精度管理
フィンのトレイ底面への溶接は、位置決め治具を使用して全フィンの間隔・垂直度を管理しながら行います。
フィン間隔のばらつきが大きいと、収納できる器具の種類や整列状態に影響するため、±0.3mm以内の位置精度を目標に管理しています。
TIG溶接はSUS316Lの溶接に適した手法ですが、入熱量の管理が重要です。
過剰な入熱は溶接熱影響部の耐食性低下につながる可能性があるため、溶接電流・速度のパラメータ管理を徹底しています。
参考:一般社団法人 溶接学会「ステンレス鋼の溶接と腐食」 https://www.jwes.or.jp/
表面仕上げと表面粗さの管理
全面にヘアライン研磨仕上げを施しています。
医療用途の部品では、表面粗さ(Ra値)が衛生管理の観点から規定されるケースがあります。
表面が粗いと汚れや微生物が入り込みやすくなるため、適切な研磨工程による表面粗さの管理が求められます。
一般的に、医療器具の接触面ではRa 0.8μm以下が目安とされることが多く、仕上げ研磨の工程でこの基準を満たす表面を確保しています。
研磨後は、不動態化処理(パッシベーション)を行うケースもあります。
これは酸処理によって表面の酸化皮膜を強化し、耐食性をさらに高める処理です。
参考:厚生労働省「医療機器の製造管理及び品質管理の基準(QMS省令)」 https://www.mhlw.go.jp/
医療用板金部品の発注時に確認すべき事項
医療・歯科器具向けのステンレス板金部品を発注する際、一般工業用途とは異なる確認事項があります。
材料証明書(ミルシート)の提出要否として、医療機器製造では使用素材の材料証明書が求められることがあります。
発注段階でミルシートの提出が必要かどうかを業者に確認し、対応可否を確認しておくことが必要です。
表面粗さの規定値の明示については、「ヘアライン仕上げ」という指定だけでは表面粗さの管理値が業者によって異なる場合があります。
必要なRa値を図面に明記することで、検査基準が明確になります。
溶接部の検査方法として、フィン溶接部の強度・外観の検査方法と合否基準を事前に取り決めておくことで、受入検査の基準が明確になります。
パッシベーション処理の要否は、使用環境と滅菌方式に応じて必要かどうかが変わります。
オートクレーブ滅菌か薬液滅菌かによって、求められる耐食性のレベルが異なる場合があります。
参考:公益社団法人 日本歯科器械工業協同組合 https://www.jdmia.or.jp/
まとめ
医療用滅菌トレイは、素材・溶接・表面処理・寸法精度のすべてに医療現場固有の要件が設けられた製品です。
一般的な板金部品と同じ感覚で発注すると、材料証明書や表面粗さの基準が後から問題になるケースがあります。
設計段階から製作業者と素材・表面処理・検査基準について具体的に確認し合うことが、品質の安定した部品調達につながります。
医療機器向けの板金加工実績がある業者を選定し、仕様を明確にした上で発注を進めることが基本的なアプローチです。
参考・出典URL一覧
- 一般社団法人 日本医療機器工業会:https://www.jfmda.gr.jp/
- 厚生労働省(QMS省令関連):https://www.mhlw.go.jp/
- 一般社団法人 溶接学会:https://www.jwes.or.jp/
- 公益社団法人 日本歯科器械工業協同組合:https://www.jdmia.or.jp/
- 日本産業規格(JIS):https://www.jisc.go.jp/
- 参考事例サイト:https://odkss.com/