
今回は、ステンレス板金の精密加工による筐体製作の事例をご紹介します。「どこに頼めばいいかわからない」「図面は引けても、仕上がりに不安がある」という方に、少しでも参考になれば嬉しいです。
ステンレス板金筐体の精密加工とは?加工の難しさを正直に話します
ステンレスの板金加工は、アルミや鉄と比べて「曲げ戻り(スプリングバック)」が大きく、寸法精度を出すのが難しい素材として知られています。
特に、筐体(ケース)のように蓋と本体がぴったり合わさる構造の場合、各面の寸法誤差がわずか0.1mmズレるだけで、合わせ面に隙間ができたり、逆にきつすぎて組み立てられないという事態が起きます。
「図面さえあれば誰でも同じものが作れるでしょ」と思いがちですが、これが大きな誤解。加工業者の設備精度・段取り力・職人の経験値が、最終的な仕上がりに如実に出る素材がステンレスなのです。
参考:日本金属プレス工業協会「板金加工の基礎知識」 https://www.jmpa.or.jp/
【今回の加工事例】何を作ったのか?依頼の背景
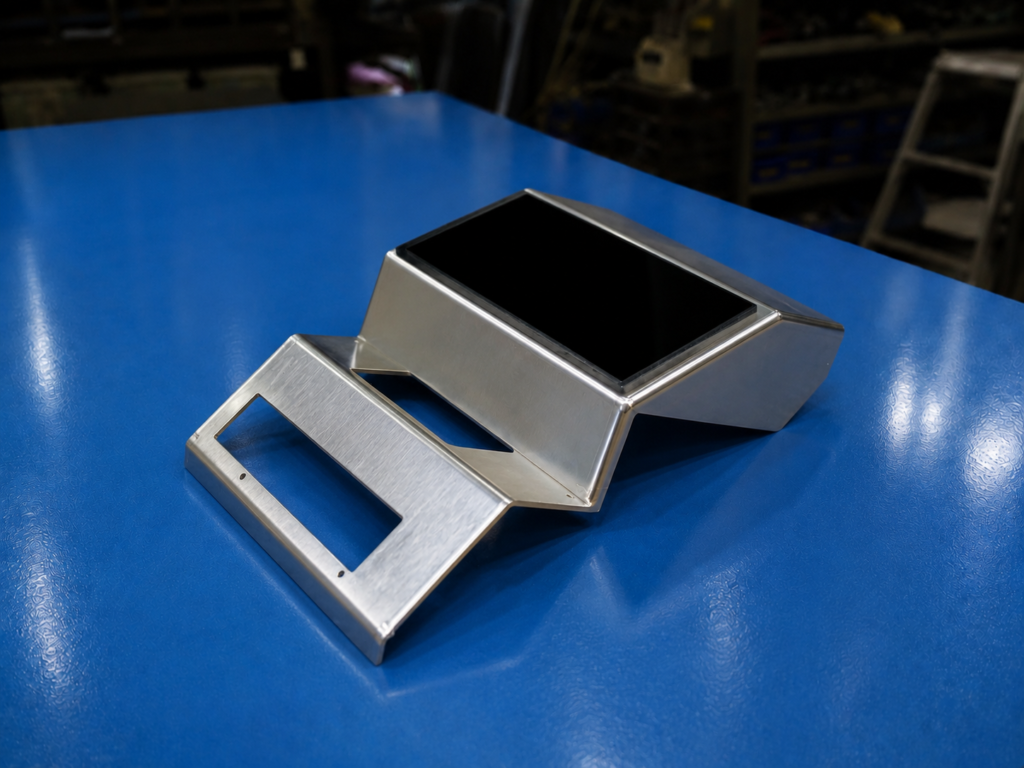
今回製作したのは、業務用機器の操作パネル周辺に使用するステンレス製の箱型筐体です。
製品の仕様上、外観品質が非常に重要で、「ヘアライン仕上げ」と呼ばれる研磨処理が施された表面に、傷ひとつ入れてはならないという条件がありました。さらに、蓋部分(フタ)と本体部分を別々に製作したうえで、現場でワンタッチで着脱できる精度が求められていました。
社内での試作では何度やっても合わせ面の精度が出ず、「これはもうプロに任せるしかない」という結論に至ったのが依頼のきっかけです。当初は3社に見積を依頼しましたが、図面を見た段階で「難しいですね…」と濁した業者が2社。唯一、具体的な加工手順とリスクポイントを説明してくれたのが今回の加工業者でした。
「説明できる業者」というのは、技術に自信がある証拠だと個人的に思っています。
精密板金筐体の加工工程:どんな順番で作られるのか
実際の加工工程を簡単にご紹介します。ここを理解しているかどうかで、業者への依頼精度も大きく変わります。
① レーザー切断
まず、ステンレスの板材をレーザー加工機で正確に切り抜きます。今回使用したのは板厚1.5mmのSUS304(最も一般的なステンレス材)。レーザー加工の精度は±0.05mm以内が目安です。
② 曲げ加工(プレスブレーキ)
切り抜いた板材をプレスブレーキと呼ばれる機械で折り曲げます。ここが最も技術差が出る工程です。ステンレスはスプリングバックが大きいため、目標角度より少し多めに曲げて戻りを計算に入れる「補正値」の精度が命です。
参考:村田金属工業「ステンレス板金の曲げ加工技術」 https://www.muratakk.co.jp/
③ TIG溶接・スポット溶接
コーナー部分の接合には溶接を使用。今回は見た目の美しさを優先し、外観面はTIG溶接で丁寧に仕上げています。溶接ビードを研磨で均一に削り、ヘアライン方向を統一させる工程は、まさに職人の腕が問われる部分です。
④ ヘアライン研磨・バリ取り
溶接後の表面処理として、ヘアライン仕上げの研磨を実施。研磨方向が少しでもズレると、光の反射でムラが目立つため、治具を使って方向を固定して作業します。
⑤ 検査・出荷
最終的には三次元測定機での寸法検査を経て出荷。合わせ面の隙間が0.1mm以下であることを確認しています。
実際に届いた製品を見て、驚いた3つのポイント
現物が届いたときの率直な感想をそのまま書きます。
1. コーナーの鋭さが想定以上だった
筐体の角(エッジ)が驚くほどシャープに仕上がっていました。安価な加工業者に頼むと、角が丸くなったり、溶接のダレが残ったりしがちですが、今回は「定規の角」のようなきれいな直角が出ていました。
2. 蓋と本体の合わせがスムーズすぎるほど正確だった
怖いくらいスルッと合わさりました。「ガタつきゼロ、引っかかりゼロ」。図面で要求した公差±0.05mmを、本当に達成してきたのです。設計者として、この瞬間は素直に感動しました。
3. ヘアラインの方向と光沢が完全に統一されていた
複数の面にわたってヘアライン研磨を施しているにもかかわらず、全面の研磨方向が揃っており、蓋を閉めた状態でひとつのシームレスな製品に見えました。これは、表面処理への意識の高さがなければ実現できないことです。
ステンレス板金筐体の加工を依頼するときに絶対確認すべきこと
この事例を経て、業者選びで重要だと感じた確認ポイントをまとめます。発注担当の方はぜひ参考にしてください。
✅ 使用する曲げ加工機の精度スペックを聞く
「うちは精密加工が得意です」という言葉だけでは不十分です。プレスブレーキのバックゲージ精度(±何mm以内か)を具体的に聞きましょう。一般的には±0.1mm、高精度機では±0.02mm以内が目安です。
✅ スプリングバックへの対応方法を説明できるか確認する
「ステンレスのスプリングバックはどうやって対応していますか?」と聞いてみてください。明確に答えられない業者は経験が浅い可能性があります。
✅ 表面処理の得意・不得意を正直に話してくれるか
ヘアライン仕上げは特に業者差が大きい工程です。「どの程度の面積までなら均一に仕上げられるか」を遠慮なく聞きましょう。正直に限界を話してくれる業者の方が、結果的に信頼できます。
✅ 三次元測定機での検査体制があるか
寸法管理に三次元測定機(CMM)を使用しているかどうかは、精密加工への本気度を測るひとつの指標です。
参考:一般社団法人 精密工学会「精密加工技術の最前線」 https://www.jspe.or.jp/
ステンレス板金筐体の精密加工:費用感はどのくらい?
「結局いくらかかるの?」という疑問は正直なところですよね。費用は形状・板厚・数量によって大きく変わりますが、参考までに今回の事例の概算をお伝えします。
今回のような外形200mm×150mm程度の箱型筐体(蓋付き・ヘアライン仕上げ)で試作1個の場合、おおよそ3万〜8万円程度が相場感です。
「高い!」と感じるかもしれませんが、試作1個の加工は段取り費用が大半を占めるため、ある程度の費用は避けられません。逆に、量産(50個以上)になると1個あたりのコストは大幅に下がります。試作で品質を確認してから量産に移行するフローが、コスト的にも品質的にも正解です。
なお、国内の精密板金加工業者の一覧や見積比較には、製造業向けの調達プラットフォームも活用できます。
【まとめ】ステンレス板金の精密加工筐体は、業者選びで9割決まる
今回の事例を振り返ると、結局のところ「技術力のある業者に最初から依頼すること」が、コストも時間も最も節約できるという結論になります。
安さだけで選んで、やり直しになったときの追加費用と時間のロスを考えれば、最初から品質を保証できる業者に頼む方が、トータルでは間違いなく安くつきます。
ステンレス板金の精密加工筐体は、素材の難しさと仕上げの繊細さが重なる、ある意味「加工業者の実力が丸見えになる仕事」です。
これからステンレス板金筐体の精密加工を検討されている方は、ぜひ今回ご紹介したチェックポイントを参考に、信頼できる業者を見つけてみてください。きっと、「こんなにきれいに仕上がるとは思わなかった」という嬉しい驚きが待っているはずです。
参考・出典URL一覧
- 日本金属プレス工業協会:https://www.jmpa.or.jp/
- 精密工学会:https://www.jspe.or.jp/